Production
In order to serve our customers and their unique requirements, we have three foil extruders. All of them has co-extrusion capabilities to produce foil for thermoformed packaging.
We can run different polymers in up to seven layers for each foil. The materials we use include PP, PE, PLA or Scanfill’s own materials.
Alongside the three machines, Scanfill also uses a smaller machine for the development of future products.
Quality assured foil for thermoformed packaging
Our company puts a great emphasis on the importance of our products’ high quality and continuously perform quality checks of the material. We have even incorporated an inline thickness gauge, which provides continuous monitoring of foil thickness.
We also make regular quality checks of the foil thickness using a microscope, and continuously perform checks of the ash content – i.e. the material’s mineral content.
Within each line, Scanfill has the opportunity to individually color both sides of the foil in accordance with the customer’s individual requirements. We use up to 75% recycled material in our foil productions. In short, we produce foil for thermoformed packaging – all according to the customer’s individual requirements.

We produce foil for thermoformed packaging in accordance with the customer’s individual requirements.
How does foil extrusion work?
Foil extrusion begins with a drying process of the compounded Scanfill materials in granular form. They must be dried to get rid of any possible moisture.
When the material is dry, the foil extruder will automatically call for the materials included in the foil specification. The amount of the different materials depends on the requirements of the foil.
The granules are melted by heat (120-180 degrees Celsius) and by friction in the single screw extruder.
You can also add color masterbatch or other additives and blend them together.
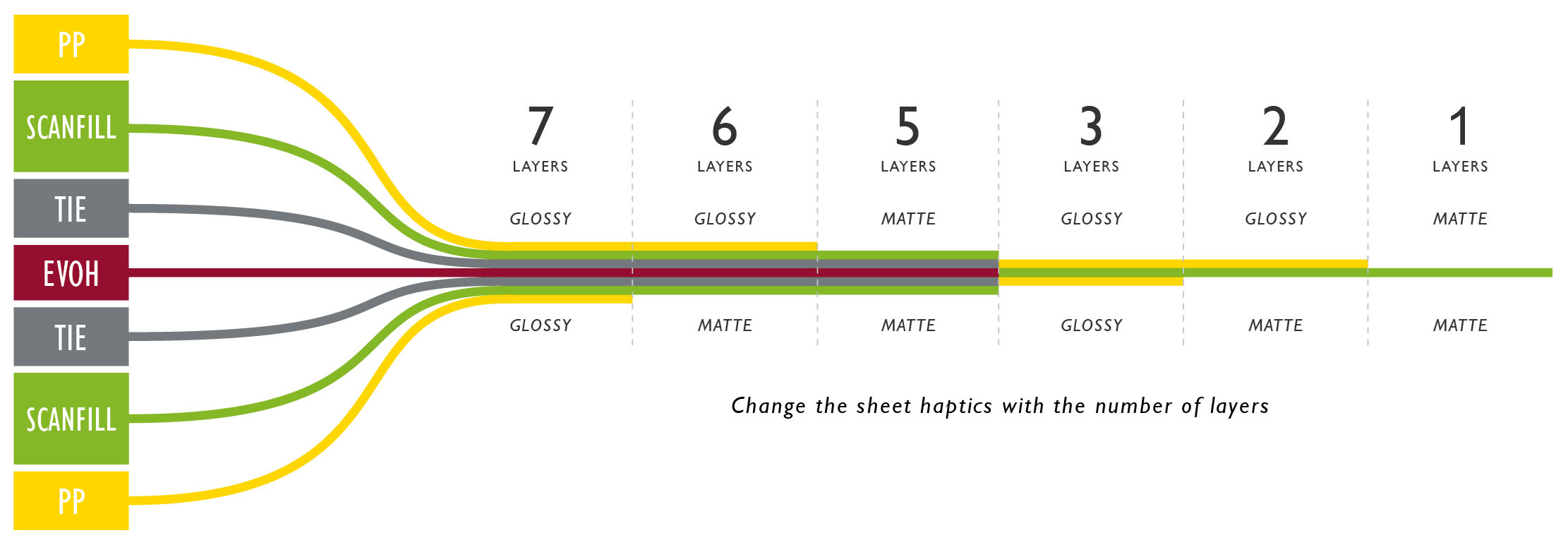
When all polymer is melted and blended, the material reaches the feed block, which starts the process of creating the layer structure of the foil. The feed-block decides what the layer structure looks like in the foil, how thick the layers shall be, and if it consists of one or up to seven layers (see picture below with different layer structures).
After the feed-block comes the die-head (the nozzle) which presses out the material and the actual foil is now being made. The die-head can be adjusted to match the width and thickness that the customers require.
Next, the foil passes a calendar roll stack that cools the foil down and gives it its processing characteristics that will benefit the next part of the process in the value chain, which is thermoforming.
The thickness of the foil is measured to fit the tolerances and then the edges are cut down to exact width.
The edge waste is grinded and recycled back at the beginning of the process.
The foil continues through a magazine before being rolled up and packed. On our largest machine, we can divide the foil line into two lines with individual widths on the rolls.
The rolls are delivered either standing up or laying down, depending on the customer’s choice.

The edge waste is grinded and recycled back at the beginning of the process.
Compounding
The production process used by Scanfill and Polykemi Group, in its first step, before Scanfill creates the foil out of granules, is called compounding.
This means that polymers are mixed with reinforcements, pigments and additives. These reinforcements and additives makes the packaging material meet the requirements the customers have set or need.
Characteristics like stiffness, toughness, anti-static, flame retardency and reinforcements (minerals) can be custom-made with high technical knowledge possessed by the Polykemi Group.
Combined with our high technology production units and deep knowledge in polymers, we are able to customize and fulfill almost any demand on the market.

How does the compounding process work?
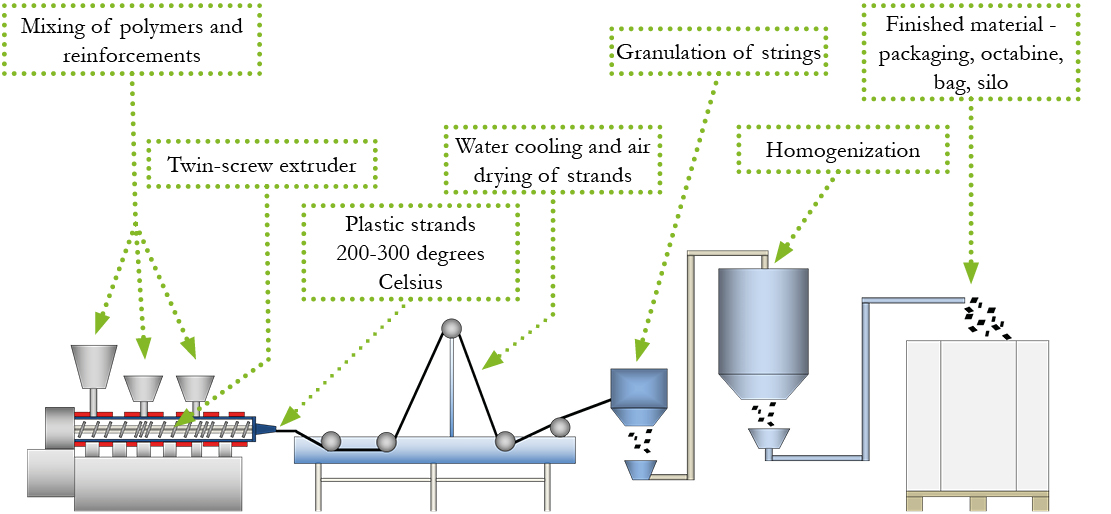
The compounding process is based on the ingredients (for example polymers, minerals, additives or pigment) being dosed into the extruder.
Inside this unit, a pair of screws (twin-screw-extruder) melts and blends the ingredients into a homogenized material.
The know-how is in the recipe formulation and the process of the material mix in the extruder.
The compound is then extruded to strands through the head of the machine.
These strands are cooled down from 160-300 degrees Celsius, depending on the polymer, in a water bath, and then dried in the air or by fans.
Finally, the strands are cut down into granules, or pellets as it is also called. As the final step and quality assurance, each batch is mixed in a blender to get an even more stable quality.
Each batch is tested in our own laboratory to assure that the granules will meet the required standards before it is sent to the foil extruder or delivered to the customer.